更新时间:2025-05-30 04:48:59 ip归属地:阳泉,天气:阴,温度:16-29 浏览次数:53 公司名称:聊城 龙丽金属材料(阳泉市分公司)
| 无缝钢管 | 国标 |
|---|---|
| 无缝钢管 | 国标 |


| 无缝钢管 | 国标 |
|---|---|
| 无缝钢管 | 国标 |

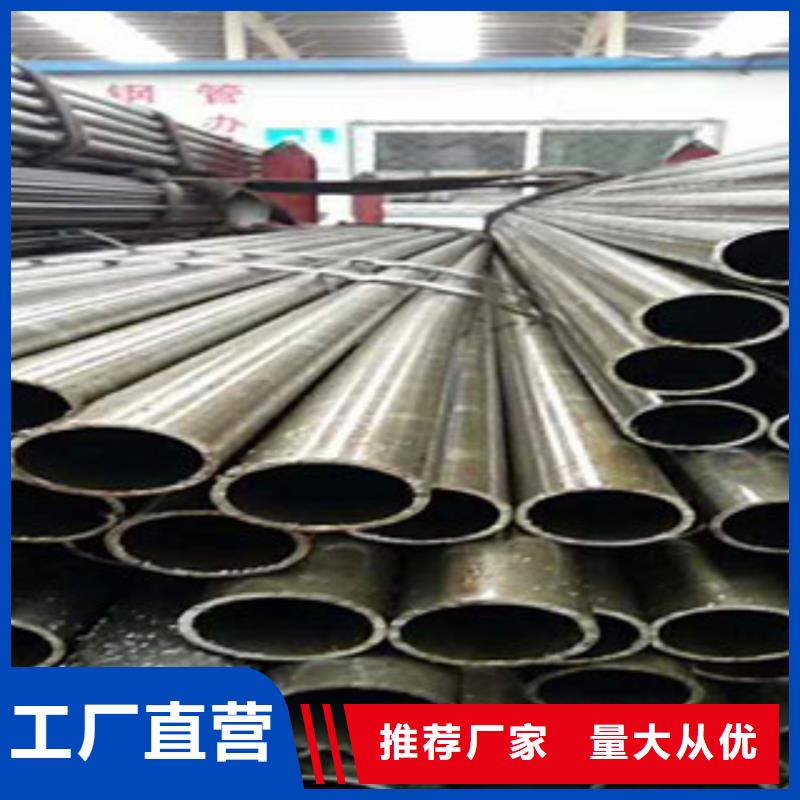
龙丽金属材料(阳泉市分公司)是一家以 42crmo精密钢管设计、加工、安装为一体的实业公司,自公司成立以来一直遵循“追求、创造”的经营理念,承“信誉至上”的服务宗旨,坚持“质量与公司共存、信誉与客户同在”的质量方针.以雄厚的经济实力为基础、不断的开拓创新、积j i进取,从而赢得了较高的市场占有率,得到了广大客户的一致认可与好评迅速成为了行业中的佼佼者.目前公司的 42crmo精密钢管业务正蒸蒸日上、稳健发展,我们将一如既往的为广大客户提供优良的 42crmo精密钢管产品和的售后服务,携各界同仁之手为 42crmo精密钢管行业的欣荣、国民经济的富强而斗!


精密钢管生产介绍:
选择冷拔机道次变形量的影响因素有:金属的冷加工性能(包括金属的强度和塑性)、管身强度(拔制时不能出现拔断现象)、拔管机能力以及选用的拔制方式(见管材冷轧冷拔)和模具类型(见冷拔管工具)。在选择拔制道次变形量时还应考虑的因素有:连拔道次(道次中间不经热处理)的多少,热处理、酸洗、润滑质量的好坏。
变形道次的确定
变形道次按下式确定:式中为由管料加工到成品的总延伸系数,;F0为管料截面积;Fk为成品管截面积;μc为平均延伸系数。
在采用轧拔结合方案时,可先根据机组中冷轧管机和冷拔管机的配置以及冷轧管机已有的孔型系统等具体条件,确定由冷轧转为冷拔时中间管的尺寸,然后再分别计算冷轧和冷拔的道次,两者之和即为总的变形道次。
工艺程序表
表1为拔制25mmx2mm锅炉管的拔制道次和各道变形量计算。表2为拔制力计算和拔管机选择。表3为辅助工序和模具类型选择。




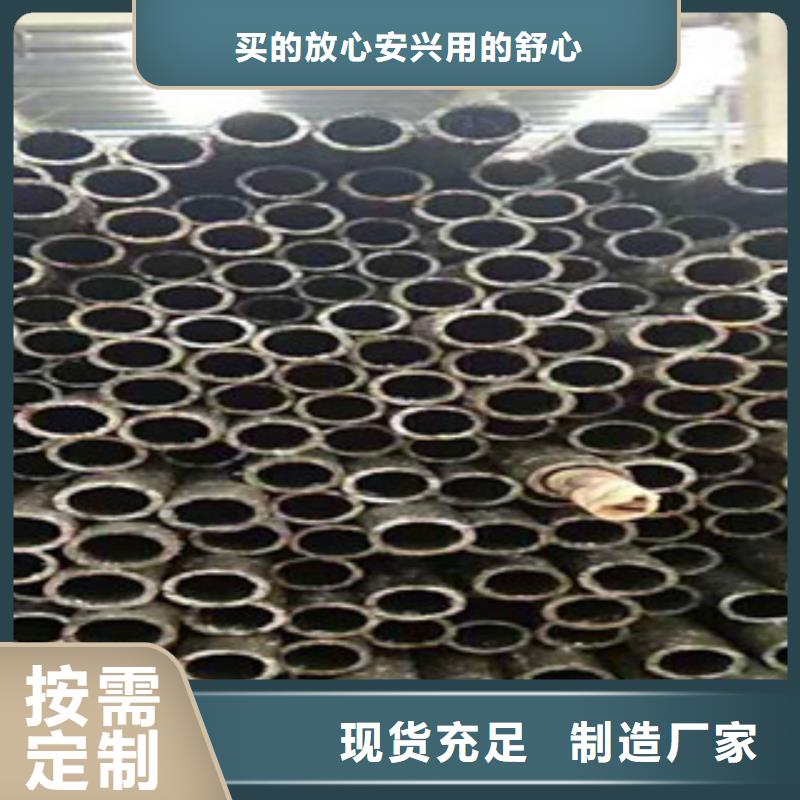
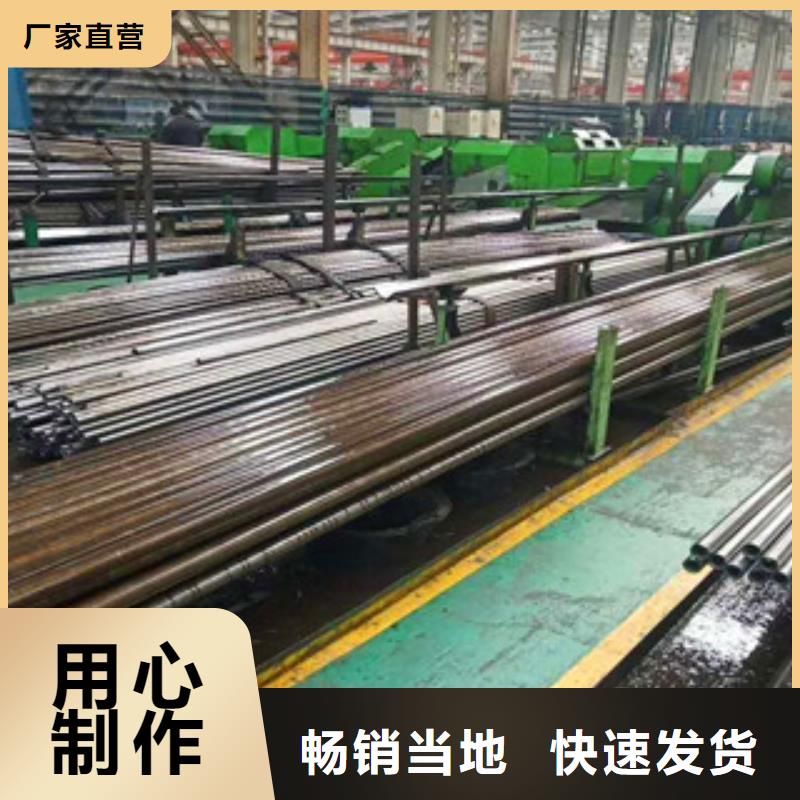
精密无缝钢管生产工序介绍:
.冷拔(轧)无缝精密钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔(轧)无缝精密钢管的轧制方法较热轧(挤压无缝精密钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。精密钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若精密钢管内部有裂纹,气泡等问题,将被探测出。精密钢管质检后还要通过严格的手工挑选。精密钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。