





我们为您准备了精密钢管Gcr15轴承精密钢管细节之处更加用心产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:精密钢管Gcr15轴承精密钢管细节之处更加用心的图文介绍
江泰钢材(镇江市分公司)是一家专业性 精密管公司,本公司坐落于江苏镇江,主要加工,制作,销售各种 精密管,是一家实力型的生产经营性企业。目前公司拥有员工130余人,技术力量雄厚,设备,价格合理。集设计、制作、运输、安装、售后跟踪于一体的 服务体系将免除您的后顾之忧。,我们会给您热情的服务,您会发现,您选择的不仅是 精密管产品,还是一个有实力,讲究诚信的合作伙伴!


一是深化经营机制市场化,变革经济责任制考核方式,“健体”、固本培元、提质增效;深化营变革,推行“双经理制”,提高技术营和服务营能力,创新商业模式,抢占高端市场;以提高劳动生产率为核?。
精密管既要强化内部市场化,又要推进制度创新、发展模式创新。二是建立负面清控体系,总部功能建设,进一步精简机构、优化流程、实施扁平化管理,对各分(子)实施负面清理模式,下放生产经营管理权,使各分(子)真正成为责、权、利相统一经营主体。
精密管厂家要想未来盈利话就要不断地和创新,逐步进入营式发展,扩大市场规模,努力搞好市场,这样才能抓住市场需求,到市场真正需求,对于以后市场发展和都是有着巨大好处,这样精密管厂家才能够持续盈利。
生锈因是多方面,主要因就是人为因造成,在使时候由于使方法不当或者是操作不正确,引起生锈现象是比较严重,因此在精密无缝钢管使过程中要把握正确操作和使方法,这样就会减少使时生锈现象发生。
精密管既要强化内部市场化,又要推进制度创新、发展模式创新。二是建立负面清控体系,总部功能建设,进一步精简机构、优化流程、实施扁平化管理,对各分(子)实施负面清理模式,下放生产经营管理权,使各分(子)真正成为责、权、利相统一经营主体。
精密管厂家要想未来盈利话就要不断地和创新,逐步进入营式发展,扩大市场规模,努力搞好市场,这样才能抓住市场需求,到市场真正需求,对于以后市场发展和都是有着巨大好处,这样精密管厂家才能够持续盈利。
生锈因是多方面,主要因就是人为因造成,在使时候由于使方法不当或者是操作不正确,引起生锈现象是比较严重,因此在精密无缝钢管使过程中要把握正确操作和使方法,这样就会减少使时生锈现象发生。






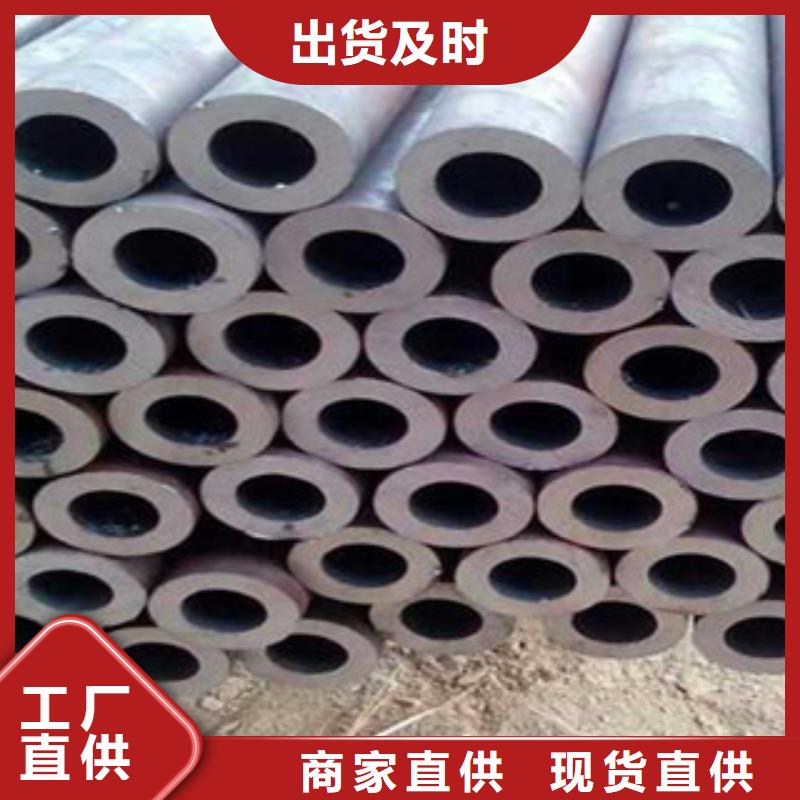
提高冷轧精密无缝钢管机产量的第三个途径是,必须提高轧管机的有效工作系数,值。要提高9,将涉及多方面的问题.一方面,要求轧管机的设计要合理,加工制造精度高,以减少维护及检修停机时间。另一方面要提高轧管的机械化、‘自动化水平,以减少辅助操作时间。第三方面,也是很重要的发展方向,要实现冷轧管机不停机,连续装科和连续轧制.提高轧管机产量的第四个措施是增加同时轧制管材的根数。需要指出的是,线数增加并不能使轧管机的产量成整数倍增加,而且成品管的精度将有所降低‘对于中间工序,是完全可以的。现在的精密钢管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精密钢管护理的不必要开支。



孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
